

Plastik enjeksiyon işleminde, erimiş plastik kalıba enjekte edildikten sonra hızlı ve homojen bir şekilde soğutulması, ürün kalitesi ve üretim verimliliği için kritik önem taşır. Mevsim İklimlendirme olarak, Eskişehir'de plastik enjeksiyon soğutma sistemleri tasarımı, kurulumu ve servisi konusunda uzmanlaşmış lider bir firmayız.
Plastik Enjeksiyon Soğutma Sistemleri
Plastik enjeksiyon kalıplarında soğutma sistemi, üretilen parçaların kalitesi ve proses verimliliği üzerinde doğrudan etkilidir. Doğru tasarlanmış ve uygulanmış bir soğutma sistemi, daha hızlı döngü süreleri, daha düşük parça kusurları ve daha az enerji tüketimi sağlayarak üretim maliyetlerini düşürmeye yardımcı olur.
Kalıbın verimliliği aşağıdaki faktörlere bağlıdır:
- Kalıp göz sayısı
- Soğutma kalitesi
- Kalıp ömrü ve dayanıklılığı
- Kalıbın makineye kolay montaj yapılması ve üretime kısa zamanda geçmesi
Uygun soğutma kanalları ve parça arasındaki mesafeler
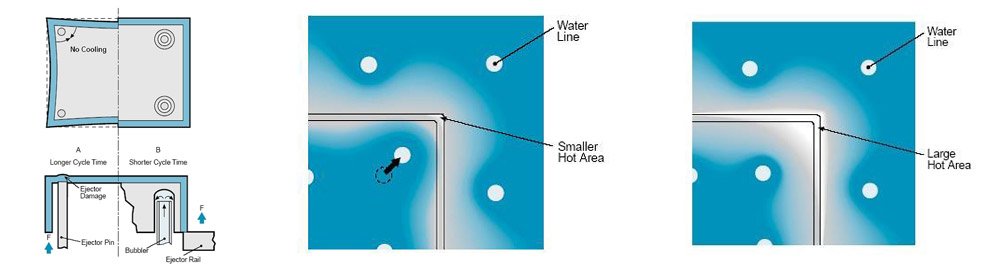
Soğutma kanallarının parça köşe detaylarına yaklaştırılması ile sıcak bölgelerin soğutulması
Yukarıdaki şekilden de görüleceği üzere köşeli parçalarda, köşelere mümkün olduğunda su kanalları koyulmalı ve bu soğutma kanalları da köşelere yakın olmalıdır. Aksi takdirde geniş sıcak bölgeler oluşacak, bu sıcak bölgeler de soğuma esnasında parçada şekil değiştirmesine ve çarpılmalara neden olacaktır. Ayrıca soğutulmayan parça köşelerinde kullanılacak iticiler de parçanın deforme olmasına neden olacaktır. Burada önerilen soğutma kanallarının mümkün olduğunca detaya yakın olması, iticilerin parçanın içine değil de kalıp birleşim yüzeylerine (blok veya sıyırıcı itici) konularak parçanın kalıptan uzaklaştırılması sağlanmalıdır.
Hizmetlerimiz:
Plastik Enjeksiyon Soğutma Sistemleri Tasarımı ve Analizi: Uzman mühendislerimiz, kalıp geometrisi, malzeme türü, üretim hacmi ve istenen parça kalitesine göre en uygun soğutma sistemini tasarlar ve analiz eder.
Soğutma Kanalları Tasarımı ve Üretimi: Kalıba entegre edilecek soğutma kanallarının tasarımı ve hassas üretimi, soğutma performansının anahtarıdır. Mevsim iklimlendirme olarak, özel tekniklerimizle kalıplarınıza en uygun soğutma kanallarını planlıyor ve uyguluyoruz.
Soğutma Suyu Kontrol Sistemleri: Soğutma suyunun sıcaklık, akış hızı ve basıncı gibi parametrelerinin hassas bir şekilde kontrol edilmesi, soğutma sisteminin optimum performans göstermesi için gereklidir. Mevsim iklimlendirme, gelişmiş soğutma suyu kontrol sistemleri ile kalıplarınızın her zaman ideal koşullarda soğutulmasını sağlar.
Mevcut Soğutma Sistemlerinin Optimizasyonu: Mevcut soğutma sisteminizin performansını ve verimliliğini analiz ederek, gerekli iyileştirmeleri yapar ve sisteminizin optimum seviyede çalışmasını sağlarız.
Plastik Enjeksiyon Soğutma Sistemleri ile Sağladığımız Avantajlar:
Daha hızlı döngü süreleri ve artan üretim kapasitesi
Daha düşük parça kusurları ve yüksek ürün kalitesi
Daha az enerji tüketimi ve düşük işletme maliyetleri
Uzun ömürlü ve güvenilir kalıp soğutma sistemleri
Artan üretim verimliliği ve karlılık
Plastik enjeksiyon soğutma sistemleri ile ilgili detaylı bilgi almak ve hizmetimizden yararlanmak için Mevsim İklimlendirme ile hemen iletişime geçin.